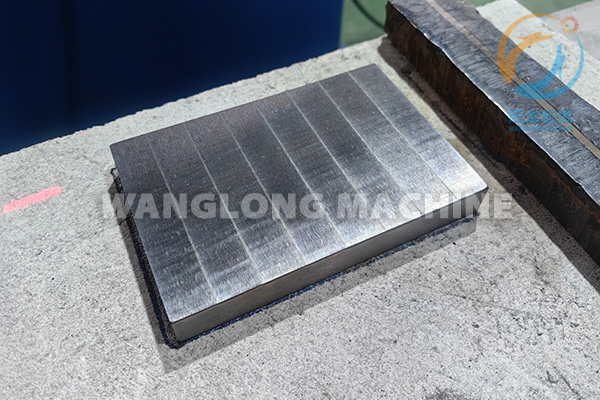
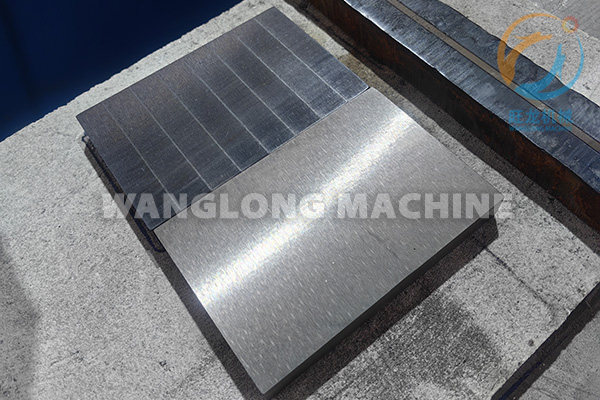
壓力機曲軸是曲柄壓力機的核心部件,廣泛用于沖壓、擠壓、模鍛和粉末冶金等工藝。曲軸的軸頸是易損部位,傳統工藝采用真空氮化處理進行強化處理,氮化層僅為0.1-0.2mm,形變大。
采用激光淬火可以對軸徑表面進行精確的局部處理,層深可控,硬度可控。
激光淬火是利用激光將材料表面加熱到相變點以上,隨著材料自身冷卻,奧氏體轉變為馬氏體,從而使材料表面硬化的淬火技術。采用激光淬火齒面,其加熱冷卻速度很高,工藝周期短,不需要外部淬火介質.具有工件變形小,工作環境潔凈,處理后不需要磨齒等精加工,且被處理齒輪尺寸不受熱處理設備尺寸的限制等獨特優點。
激光淬火的功率密度高,冷卻速度快,不需要水或油等冷卻介質,是清潔、快速的淬火工藝。與感應淬火、火焰淬火、滲碳淬火工藝相比,激光淬火淬硬層均勻,硬度高(一般比感應淬火高1-3HRC),工件變形小,加熱層深度和加熱軌跡容易控制,易于實現自動化,不需要象感應淬火那樣根據不同的零件尺寸設計相應的感應線圈,對大型零件的加工也無須受到滲碳淬火等化學熱處理時爐膛尺寸的限制,因此在很多工業領域中正逐步取代感應淬火和化學熱處理等傳統工藝。尤其重要的是激光淬火前后工件的變形幾乎可以忽略,因此特別適合高精度要求的零件表面處理。
激光淬硬層的深度依照零件成分、尺寸與形狀以及激光工藝參數的不同,一般在0.3~2.0mm范圍之間。對大型齒輪的齒面、大型軸類零件的軸頸進行淬火,表面粗糙度基本不變,不需要后續機械加工就可以滿足實際工況的需求。
激光淬火的特點
1.淬火零件不變形 激光淬火的熱循環過程快 中碳鋼 大型軸類
2.幾乎不破壞表面粗糙度 采用防氧化保護薄涂層 模具鋼 各種模具
3.激光淬火不開裂 精確定量的數控淬火 冷作模具鋼 模具、刃具
4.對局部、溝、槽淬火 定位精確的數控淬火 中碳合金鋼 減振器
5.激光 淬火清潔、高效 不需要水或油等冷卻介質 鑄鐵材料 發動機汽缸
6.淬火硬度比常規方法高 淬火層組織細密、強韌性好 高碳合金鋼 大型軋輥
7.激光淬火是快速加熱、自激冷卻,不需要爐膛保溫和冷卻液淬火,是一種無污染綠色環保熱處理工藝,可以很容易實行對大型模具表面進行均勻淬火。
8.由于激光加熱速度快,熱影響區小,又是表面掃描加熱淬火,即瞬間局部加熱淬火,所以被處理的模具變形很小。
9.由于激光束發散角很小,具有很好的指向性,能夠通過導光系統對模具表面進行精確的局部淬火。
10.激光表面淬火的硬化層深度一般為0.3~1.5mm。
|